Wie schon in einem anderen Beitrag beschrieben, betreibe ich als 3D Drucker eine Prusa I3 Variante. In dem entsprechenden Bausatz sind übliche Komponenten mit einer Standardkonstruktion: Hotbed MK2a + Aluplatte + federnde Lagerung an den 4 Ecken.

Mit einer Versorgungsspannung von 12,8V konnte ich laut Display Werte von bis über 120 Grad erreichen. Aber sollte auf einem 120 Grad heißen Hotbed ein Wassertropfen nicht zwischend verdampfen? – Mit kam der starke Verdacht, dass die Anzeige arg optimistisch ist. Der Grund war schnell ausgemacht. Das Hotbed – also die Platine, die heiss wird – ist eigentlich nur an den Ecken mit der Druckoberfläche aus Aluminium verbunden. Es ist also durchaus möglich, dass das Hotbed und der daran befestigte NTC die 120 Grad erreichen. Mit der Temperatur der Druckoberfläche hat das aber nicht viel zu tun.
Deshalb habe ich versucht, die Konstruktion zu verbessern:
1. Hotbed von unten isolieren, um den Wärmeverlust nach unten zu minimieren.
2. Ankopplung des Hotbeds an die Druckoberfläche verbessern.
Danach habe ich mit einem IR Thermometer nachgemessen, wie warm das Hotbed wirklich ist.
Hotbed isolieren:
Auf der Suche nach eiem geeigneten Material, bin ich durch die lokalen Baumärkte gelaufen. Man liest in diesem Zusammenhang von Korkplatten im Netz. Nachdem ich nichts fand, was stabil genug und nicht zu dick ist, habe ich nach Alternativen geschaut. Dabei bin ich auf das Material Klimatec Thermovlies Basic der Firma Erfurt gestoßen.
Netterweise gab es Materialproben im Maß 20cm x 10cm kostenlos neben den großen Rollen. Also habe ich zwei Proben mitgenommen und zu Hause bei 250Grad an den Lötkolben gehalten. Das Material hat den Test bestanden.
Ich habe die Klimatec Streifen zugeschnitten und zunächst mit normalem doppelseitigen Klebeband auf die Hotbed Unterseite geklebt. Das war keine gute Idee und am Ende eine große Schweinerei. Der Kleber löste sich bei ca. 80 Grad auf, die Streifen gingen ab und das Hotbed war nur recht aufwändig mit Terpentinersatz sauber zu bekommen.
Mangels Kapton habe ich dann die Streifen einfach mit 3M 2090 Bluetape aufgeklebt. Bisher hält es auch bei ABS (100 Grad).
Und so sieht das ganze nun von unten aus:
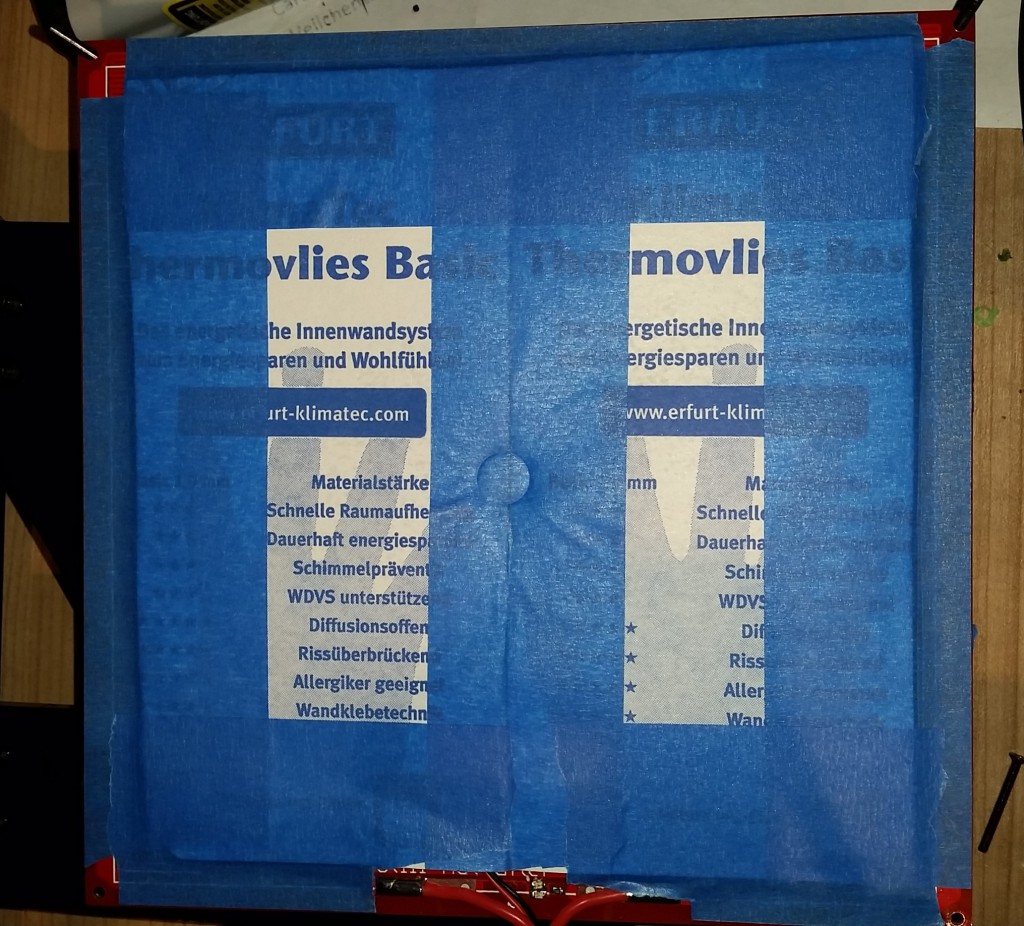
Die Isolierwirkung scheint mir ausreichend. Wenn ich auch nach längerem Hotbed Betrieb um 100 Grad einen Finger von unten an die Isolierung halte, ist das problemlos auszuhalten.
Hotbed besser and die Druckoberfläche ankoppeln:
Auch hier bin ich wohl nicht der Erste auf der Suche nach einer Lösung, wie Google zeigt. Das MK2a Hotbed hat auch ein zentrales Loch. Damit könnte man die Druckoberfläche in der Mitte mit der Aluplatte verschrauben. Diese Idee gefiel mir aber nicht, weil ich dann mitten auf dem Hotbed eine Senkkopfschraube hätte. Den Effekt sähe man vermutlich in jedem Ausdruck. Die Lösung war am Ende einfach, eine Feder zu nehmen. Die Unterkonstruktion des Drucktisches meines Druckers hat zentral eine Acrlystruktur. Hier ist der Zahnriemen für den Antrieb der y-Achse befestigt. In der Hotbed Mitte stehen deshalb unterhalb zwei Schraubenköpfe heraus. Die Feder habe ich einfach über den hinteren Schraubenkopf als Fixierung gestellt. Dann habe ich geprüft, dass eine Feder an dieser Stelle nicht auf den NTC drückt.
Die entsprechende Druckfeder sollte nicht zu stark sein. Ein Druck von 2N ist sicherlich ausreichend. Hier ist ein Foto, das die montierte Feder zeigt.

Praktische Erfahrungen mit Isolation & Feder:
Das Hotbed erreicht nun auch nach langem Aufheizen keine 120 Grad mehr. Nominal komme ich knapp über 100 Grad. Gefühlt ist da Hotbed aber deutlich heißer als zuvor.
Wie heiß wird das Hotbed denn nun wirklich?
Dazu habe ich mehrere Messungen mit einem IR Thermometer durchgeführt. Diese Messungen habe ich ca. 15 Minuten nach dem Erreichen der Zieltemperatur auf der Anzeige durchgeführt. Das Hotbed war dabei mit Bluetape beklebt. Die Messungen zeigen, dass die Druckoberfläche noch nicht im thermischen Gleichgewicht angekommen ist, wenn das LCD beginnt, die Zieltemperatur anzuzeigen. Einige spätere Messungen haben wiederum gezeigt, dass man mit 15 Minuten zusätzlicher Wartezeit ganz gut zu liegen scheint.
Konkret habe ich bei 60 Grad und bei 95 Grad nomineller Temperatur gemessen. Bei 60 Grad ergab sich eine zentrale Hotbed Temperatur von ca. 55 Grad. An den Rändern ungefähr 3-4 Grad weniger. Bei 95 Grad lag die zentrale Temperatur bei 89 Grad. An den Rändern fällt die Temperatur bis auf 84 Grad ab.
Fazit:
Isolation und bessere Ankopplung sind empfehlenswert. Die Messwerte der Temperatur der Druckoberfläche sind auch mit diesen Maßnahmen nicht genau. Für das Zentrum muss man von bis zu 5 Grad weniger ausgehen. An den Rändern bis zu 10 Grad.
Über 100 Grad kommt man mit einem MK2 Hotbed bei 12V in den Realität nicht. Dazu müßte man die Spannung erhöhen. Dies sollte wegen des quadratischen Zusammenhangs zwischen Leistung und Spannung bei einem ohmschen Widerstand (P=U^2/R) mit einigen Volt zu erreichen sein. Ob eine generelle Erhöhung der Versorgungsspannung für die restliche Elektronik des Druckers in Ordnung ist, hängt von der konkreten Elektronik ab. Es ist es kein Problem, wenn alle Logikbauteile mit Spannungsreglern versehen sind. Die überlichen Nema17 Motoren und die A4988 Schrittmotortreiber halten ein paar Volt mehr problemlos aus.
Super, das selbe Problem habe ich auch noch, danke fürs Testen. Super Blog!
Ich habe das jetzt auch nachgerüstet. Die 1-cm-Feder habe ich aus dem Baumarkt. Die Isolierung habe ich mit Isolierfilz aus dem Sanitärbereich realisiert. Dieses habe ich mit Hochtemperatursilikon ans Hotbed geklebt. Vorher habe ich das Filz noch mit Flammenschutzsspray und schwarzer Farbe eingesprüht. Hier ein (leider unscharfes) Bild: http://www.bilder-upload.eu/show.php?file=a2a478-1461165392.jpg
Auch ich kann bestätigen, dass das Hotbed deutlich heißer ist. Die Feder bringt glaube ich am meisten.
Moin, könnte man nicht ein zweites Netzteil das 24V liefert mit einem Relais schalten, sodass das Bett 24V erhält, aber vom Board und den 12V entkoppelt ist und trotzdem steuerbar bleibt? Ich komme im jetzigen Zustand kaum über 95°C hinaus. Zu wenig für ABS, wie meine wenige Erfahrung bisher zeigt.
Andererseits: laut Wiki des Herstellers (http://www.geeetech.com/wiki/index.php/GT2560) verträgt das Board 12-24V, das Heizbett ist demnach vom 12V-Rest entkoppelt.
Du kannst bei dem Drucker ruhig die Versorgungsspannung etwas hochdrehen. Schau mal am Netzteil neben den Anschlussklemmen nach. Dort ist ein kleiner Poti. Klemme den Drucker ab und nimm ein Voltmeter zur Hand. Dann erhöhst Du die Spannung mal auf 13,8V. Hab ich seit Monaten so. Damit komme ich auf bis zu 105 Grad. Eigentlich musst Du bei einer Spannungsänderung nochmal ein PID Tuning machen (http://reprap.org/wiki/PID_Tuning).
Das GT2560 verkraftet die höhere Spannung problemlos. Die Schrittmotortreiber und die Motoren auch.
Für größere ABS Objekte kann ich Buildtak empfehlen. Kleine Objekte gehen super mit Bluetape, aber wenn bei größeren Objekten das Warping kommt, dann Buildtak.
Gruss Stefan
Vielen Dank!
Hallo!
Ich habe folgendes Problem:
Habe einen Prusa i3 X gebaut ihn erfolgreich in Betrieb genommen und einige Sachen gedruckt.
Es hat alles bestens funktioniert, nur seit einigen Tagen heizt sich das Druckbett sofort nach dem Einschalten auf ca. 78 Grad auf ohne dass ein Druckvorgang gestartet oder der Befehl zum Aufheizen gegeben wurde. Könnte ich versehentlich Einstellungen verändert haben,…?
Kann mir irgendjemand einen Tipp geben?
Vielen Dank und LG
Klaus
Hallo Klaus,
heizt sich das Druckbett wirklich auf oder zeigt das Ding nur 78 Grad an?
Es zeigt nur 78 Grad an: prüfe den NTC auf der Unterseite des Hotbeds sowie die Verkabelung.
Es heizt auf: Es gibt keine mir bekannte Einstellung, die den Drucker dazu bringt, ohne Kommando zu heizen. Das muss dann an der Stromversorgung des Hotbeds liegen. Miss mal nach, ob das GT2560 Board den Hotbed Anschluss permanent versorgt. Wenn ja, leuchtet die LED des Anschlusses auch? – Wenn nein, ist vermutlich der Mosfet für die Ansteuerung durch; das ist ein STP55NF06L. Hast Du evtl. einen Kurzen gebaut?
Gruss Stefan
Hallo Stefan,
Vielen Dank! Dein Tipp war genau richtig! Der Mosfet war kaputt! Die LED hat dauernd geleuchtet und das Druckbett hat sich tatsächlich aufgeheizt.
Zum Glück hatten wir einen passenden zu Hause und nach dem Tausch heizt sich das Druckbett nicht mehr von selber auf.
Nochmal Vielen Dank für deine Hilfe!
LG Klaus
Danke übrigens für deinen Tipp mit BuildTak. Ich habe das Netzteil auf 14,5V eingestellt, womit ich im geschlossenen Gehäuse auf über 110°C Heizbett kam (real natürlich etwas weniger) und ABS wollte trotzdem nicht halten. Mit BuildTak ist es auch bei 100°C kein Problem, da habe ich sogar eher Probleme das Teil nach dem Druck sauber zu lösen. 😉
Ich habe mir über Amazon.com jetzt noch für ca. 20€ inkl Versand eine PEI-Platte bestellt, die dürfte länger halten (siehe http://reprap.org/wiki/PEI_build_surface).
Ich drucke mit dem Drucker mein ABS mit Uhu Klebesticks. Es geht wunderbar wobei der Druck sich danach schwer lösen lässt. Man muss mit nem Spachtel nachhelfen 😀
Habe hier noch eine MK3 Heizbettplatte und nen Sensor zum ABL aber frage mich ob es das wirklich bringt? Hab einmal mein druckbett ausgelevelt und seitdem ist alles ok.
Erst mal vorweg: Coole Sache mit der Isolation! Wird in die Planung für meinen Drucker übernommen 🙂
Mal neugierig gefragt:
Hat schon mal jemand ausprobiert, mit sowas http://www.ebay.de/itm/172159867076 die Wärmeübertragung vom Heizbett zur Druckoberfläche zu verbessern?
Diese Silikon Wärmeleitpads sollen angeblich über 200 Grad aushalten und meiner Meinung nach sollte es dem Pad ziemlich egal sein, ob es unerwünschte Abwärme vom Grafikprozessor an den Kühlkörper oder erwünschte Wärme von der Heizplatine an eine Alu- oder Glasplatte weiterleitet 🙂
Ich könnte mir vorstellen, dass ein solches Pad die Wärme weitaus besser überträgt, als z.B. ein Luftspalt, den man evtl durch eine nicht 1000% ebene Platine bekommt.
Da sich mein Drucker noch länger in der Planungsphase befinden wird, kann ich es leider nicht selbst testen.